
江蘇卡普蒂姆物聯科技有限公司 水壓試驗機|深海環境模擬試驗裝置|高壓水密穿艙接頭|ANSYS分析
19941522290


2025-07-22 02:13:00
壓力容器的分類(三)按安裝方式劃分壓力容器按照安裝方式的不同,主要可分為固定式容器和移動式容器兩大類。這種分類方式直接影響容器的結構設計、制造標準和使用規范,是壓力容器選型和應用的重要依據。固定式容器是指通過焊接或螺栓連接等方式長久性安裝在特**置的容器設備。這類容器廣泛應用于石油化工、電力、制*等行業的固定生產裝置中,如化工廠的反應塔、電站的蒸汽包、煉油廠的蒸餾塔等。由于長期處于固**置運行,其設計需要特別考慮持續承壓狀態下的結構穩定性,同時必須評估各種環境因素的影響,包括風載荷、地震作用、溫度變化等。固定式容器通常體積較大,需要與管道系統進行可靠連接,因此在設計時還需考慮接口部位的應力集中問題。這類容器在制造完成后一般不需要頻繁移動,但需要建立完善的定期檢驗制度,確保長期運行的**性。 疲勞分析不僅關注設備的使用壽命,還關注設備在使用過程中的性能穩定性和可靠性。江蘇吸附罐疲勞設計業務流程
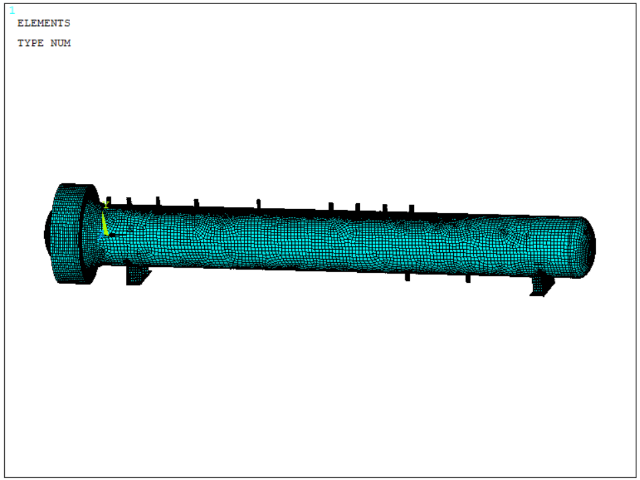
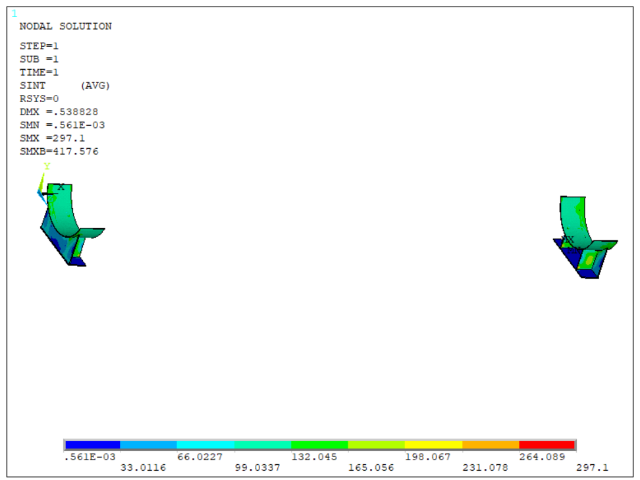
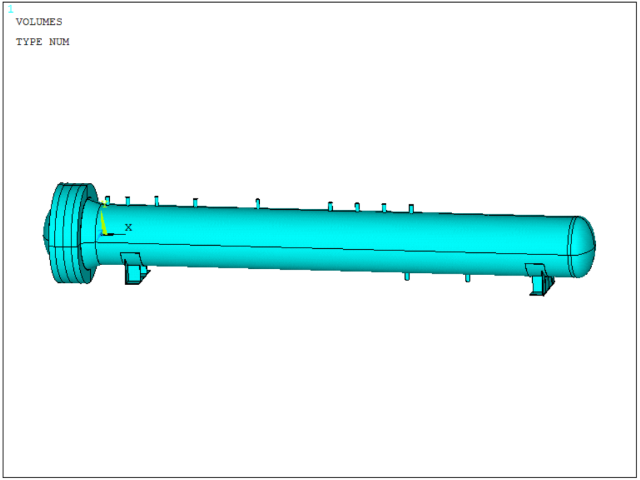
FEA是壓力容器分析設計的**工具,其流程包括:幾何建模:簡化非關鍵特征(如小倒角),但保留應力集中區域(如開孔過渡區)。網格劃分:采用高階單元(如20節點六面體),在焊縫處加密網格(尺寸≤1/4壁厚)。邊界條件:真實模擬載荷(內壓、溫度梯度)和約束(支座反力)。求解設置:線性分析用于彈性驗證,非線性分析用于塑性垮塌或接觸問題。結果評估:提取應力線性化路徑,分類計算Pm、PL+Pb等應力分量。典型案例:某加氫反應器通過FEA發現法蘭頸部彎曲應力超標,優化后應力降低22%。ASMEVIII-2和JB4732均要求對有限元結果進行應力分類,步驟包括:路徑定義:沿厚度方向設置應力線性化路徑(至少3點)。分量分解:將總應力分解為薄膜應力(均勻分布)、彎曲應力(線性變化)和峰值應力(非線性部分)。分類判定:一次總體薄膜應力(Pm):如筒體環向應力,限制≤。一次局部薄膜應力(PL):如開孔邊緣應力,限制≤。一次+二次應力(PL+Pb+Q):限制≤3Sm。例如,封頭與筒體連接處的彎曲應力需通過線性化驗證是否滿足PL+Pb≤3Sm。 上海壓力容器設計二次開發服務咨詢通過疲勞分析,可以評估特種設備在不同工作環境下的疲勞性能,為設備的適應性設計提供依據。
高溫蠕變分析與時間相關失效當工作溫度超過材料蠕變起始溫度(碳鋼>375℃,不銹鋼>425℃),需進行蠕變評估:本構模型:Norton方程(ε?=Aσ^n)描述穩態蠕變率,時間硬化模型處理瞬態階段;多軸效應:用等效應力(如VonMises)修正單軸數據,Larson-Miller參數預測斷裂時間;設計壽命:通常按100,000小時蠕變應變率<1%或斷裂應力≥。某電站鍋爐汽包(,540℃)分析顯示,10萬小時后蠕變損傷為,需在運行5年后進行剩余壽命評估。局部結構優化與應力集中控制典型優化案例包括:開孔補強:FEA對比等面積法(CodeCase2695)與壓力面積法,顯示后者可減重20%;過渡結構:錐殼大端過渡區采用反圓弧設計(r≥),應力集中系數從;焊接細節:對接焊縫余高控制在1mm內,角焊縫焊趾處打磨可降低疲勞應力幅30%。某航天燃料儲罐通過拓撲優化使整體重量降低18%,同時通過爆破試驗驗證。
分析設計在提升容器壽命和可維護性方面也具有突出價值。通過疲勞分析、斷裂力學評估等方法,可以預測容器的裂紋萌生與擴展規律,從而制定合理的檢測周期和維修策略。例如,在石油化工領域,分析設計能夠結合S-N曲線和損傷累積理論,估算容器的疲勞壽命,避免突發性失效。這種基于數據的壽命管理不僅降低了運維成本,還減少了非計劃停機的**。此外,分析設計有助于滿足更嚴格的法規和**要求。現代工業對壓力容器的**性、能效和排放標準日益嚴苛,而分析設計能夠通過精細化**驗證容器的合規性。例如,在低碳設計中,通過優化熱交換效率或減少材料碳足跡,分析設計可幫助實現綠色制造目標。同時,其生成的詳細計算報告也為**評審提供了透明、可靠的技術依據,加速了認證流程。 在SAD設計中,精確的應力分析是關鍵,它有助于預測容器在不同壓力和溫度下的行為。
開孔補強設計與局部應力開孔(如接管、人孔)會削弱殼體強度,需通過補強**承載能力。常規設計允許采用等面積補強法:在補強范圍內,補強金屬截面積≥開孔移除的承壓面積。補強方式包括:整體補強:增加殼體壁厚或采用厚壁接管;補強圈:焊接于開孔周圍(需設置通氣孔);嵌入式結構:如整體鍛件接管。需注意補強區域寬度限制(通常取),且優先采用整體補強(避免補強圈引起的焊接殘余應力)。**容器或頻繁交變載荷場合建議采用應力分析法驗證。焊接接頭設計與工藝**焊接是壓力容器制造的關鍵環節,接頭設計需符合以下原則:接頭類型:A類(縱向接頭)需**射線檢測(RT),B類(環向接頭)抽檢比例按容器等級;坡口形式:V型坡口用于薄板,U型坡口用于厚板以減少焊材用量;焊接工藝評定(WPS/PQR):按NB/T47014執行,覆蓋所有母材與焊材組合;殘余應力**:通過焊后熱處理(PWHT)**應力,碳鋼通常加熱至600~650℃。此外,角焊縫喉部厚度需滿足剪切強度要求,且禁止在主要受壓元件上使用搭接接頭。 在進行特種設備疲勞分析時,需要綜合考慮設備的動態特性和靜態特性,以獲得更詳細的分析結果。浙江吸附罐疲勞設計費用標準
利用ANSYS進行壓力容器的動態分析,可以模擬容器在瞬態工況下的響應,為容器的動態設計提供依據。江蘇吸附罐疲勞設計業務流程
焊接接頭是壓力容器的薄弱環節,分析設計需考慮:焊縫幾何的精確建模(余高、坡口角度);熱影響區(HAZ)的材料性能退化;殘余應力的影響。ASMEVIII-2允許通過等效結構應力法進行疲勞評定,將局部應力轉換為沿焊縫的等效應力。斷裂力學方法可用于評估焊接缺陷的臨界性。優化方向包括:采用低殘余應力焊接工藝(如窄間隙焊)、焊后熱處理(PWHT)或局部強化設計(如噴丸處理)。
可靠性設計(RBDA)通過概率方法量化不確定性,提升容器的**經濟性。關鍵步驟包括:識別隨機變量(材料強度、載荷大小等);建立極限狀態函數(如應力-強度干涉模型);采用蒙特卡洛模擬或FORM/SORM法計算失效概率。ASMEVIII-2的附錄5提供了部分可靠性分析指南。RBDA特別適用于新型材料容器或極端工況設計,可通過靈敏度分析確定關鍵控制參數。實施難點在于獲取足夠的數據以定義變量分布。 江蘇吸附罐疲勞設計業務流程







